Calling 3D printing gurus...
Discussion


I've decided to have a crack at having a simple part 3D printed. I meant, how hard can it be? 
I believe that I have managed to create a 3D CAD model of the part, and exported it in the required '.stl' format.
How can I check that the object is suitable for 3D printing before I find someone to print it (I don't have a 3D printer)?
Better still, any experts willing to take a look at the model and let me know if it'll work?
I believe that I have managed to create a 3D CAD model of the part, and exported it in the required '.stl' format.
How can I check that the object is suitable for 3D printing before I find someone to print it (I don't have a 3D printer)?
Better still, any experts willing to take a look at the model and let me know if it'll work?
 Thanks - you have mail.
Thanks - you have mail. 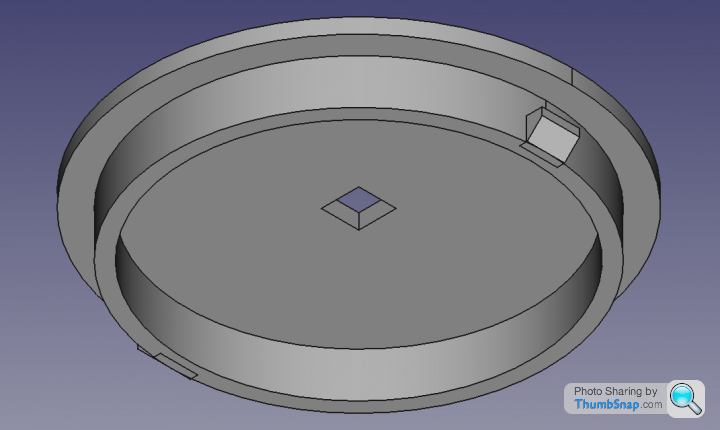
Amused2death said:
What are the dimensions of it?
I've done a couple of bits for P/H'ers in the past and happy to take a look.
The top has a diameter of 57mm, and the overall depth is 8mm.I've done a couple of bits for P/H'ers in the past and happy to take a look.
welshjon81 has kindly confirmed it looks like it will print OK, I just need to find someone who can do it in a suitable material.
The part is a replacement lid for a kettle, so the material needs to be able to withstand steam/heat. Ideally I'd like kind of plastic/nylon rather than metal - any suggestions?
If you want it for a kettle lid I would increase the thickness a bit and add a nice fillet inside the circular rim to beef it up a bit. Maybe some ribs under the flat section as well. Assuming they won't interfere with other parts in the assembly. 3D printing or rapid prototyping builds things up in layers so depending on the orientation its been printed you can end up with parts snapping if the layers are aligned with stress risers like 90* corners. Think of the way slate can be split into thin sheets.
Maybe look at SLS nylon? Melting point is ~170 degrees but you might find it starts to go soft/deform at 100 degree kind of temperatures though.
Might be cheaper to buy a new kettle ;-)
We use a company called AME Prototypes, they do some amazing prints for us, not sure if they are really set up for one off stuff though.
Maybe look at SLS nylon? Melting point is ~170 degrees but you might find it starts to go soft/deform at 100 degree kind of temperatures though.
Might be cheaper to buy a new kettle ;-)
We use a company called AME Prototypes, they do some amazing prints for us, not sure if they are really set up for one off stuff though.
jeremyc said:
The top has a diameter of 57mm, and the overall depth is 8mm.
welshjon81 has kindly confirmed it looks like it will print OK, I just need to find someone who can do it in a suitable material.
The part is a replacement lid for a kettle, so the material needs to be able to withstand steam/heat. Ideally I'd like kind of plastic/nylon rather than metal - any suggestions?
Ahh, I'll have to bow out of this one, I've only got PLA and that isn't suitable for heat applications.welshjon81 has kindly confirmed it looks like it will print OK, I just need to find someone who can do it in a suitable material.
The part is a replacement lid for a kettle, so the material needs to be able to withstand steam/heat. Ideally I'd like kind of plastic/nylon rather than metal - any suggestions?
lufbramatt said:
Might be cheaper to buy a new kettle ;-)
Undoubtably it would be. However, I like my kettle and it's only the plastic lid that has been cracked and one of the lugs snapped off. They don't make them any more either (and the parts are NLA).
I embarked on the project to see if I could learn the process of 3D CAD and 3D printing, so it's been valuable so far.
There are 2 main materials for 3-D printing
PLA – This is dissolved by water.
ABS - This is not dissolved by water but has a maximum service temperature of 70 °C –ish.
There are better materials, but they are double the cost, and very few people would have them for their home 3-D printer unless they wanted their parts to do 100 °C and above.,
Polycarbonate and nylon based materials may be your solution.
There is also the issue that bacteria may grow in the cavities left behind by the printing process.
Contact these chaps and see what they recommend. https://globalfsd.com/
PLA – This is dissolved by water.
ABS - This is not dissolved by water but has a maximum service temperature of 70 °C –ish.
There are better materials, but they are double the cost, and very few people would have them for their home 3-D printer unless they wanted their parts to do 100 °C and above.,
Polycarbonate and nylon based materials may be your solution.
There is also the issue that bacteria may grow in the cavities left behind by the printing process.
Contact these chaps and see what they recommend. https://globalfsd.com/
If you are using your prints for food stuff, PETG is probably best, however due to the rough surface of 3d prints it can harbour nasty microbiological stuff (so I'm told).
ABS gives of bad fumes when printed so I don't use that too much.
PETG has a nozzle temp of 245 deg C, however here is cautionary tale about upper temperatures. Remember, these are the melting points, not the operating temperatures. Last year I lovingly designed and printed a set of clip on courtesy light mounts for the interior of my Series 3 soft top Land Rover. I merrily clipped them all to the roof hoops, stuck the LED strips on and marveled at my genius.
Then the warm weather came.
One day after leaving the truck for a couple of weeks I opened the door and was greeted by a sight similar to one of those urban exploration blogs. All the wiring was hanging down from the roof like that in a dilapidated building. I'd used PLA filament with a nozzle (melting) temperature of 215 deg C, but here it was having been subjected to much lower, South Coast, UK temperatures. Any part that had been under any stress had crept and lost it's grip. The flat LED mounts, though unstressed, had all distorted. I'm not sure how hot it gets in a stationary rag top Land Rover in the Summer in the UK but it's nowhere near 215 deg C.
Therefore a lid printed from PETG may still warp at 100 deg C. It might be best to do some tests before you use any Kettle lid for real. Don't scald/burn your fingers!!!
I did start reprinting the light mounts in PETG for the Land Rover in the hope they worked better, but then the gearbox blew up and I had a megasulk. I should get my finger out. If I do it now I should get at least 5 months use before they all fall off again.
ABS gives of bad fumes when printed so I don't use that too much.
PETG has a nozzle temp of 245 deg C, however here is cautionary tale about upper temperatures. Remember, these are the melting points, not the operating temperatures. Last year I lovingly designed and printed a set of clip on courtesy light mounts for the interior of my Series 3 soft top Land Rover. I merrily clipped them all to the roof hoops, stuck the LED strips on and marveled at my genius.
Then the warm weather came.
One day after leaving the truck for a couple of weeks I opened the door and was greeted by a sight similar to one of those urban exploration blogs. All the wiring was hanging down from the roof like that in a dilapidated building. I'd used PLA filament with a nozzle (melting) temperature of 215 deg C, but here it was having been subjected to much lower, South Coast, UK temperatures. Any part that had been under any stress had crept and lost it's grip. The flat LED mounts, though unstressed, had all distorted. I'm not sure how hot it gets in a stationary rag top Land Rover in the Summer in the UK but it's nowhere near 215 deg C.
Therefore a lid printed from PETG may still warp at 100 deg C. It might be best to do some tests before you use any Kettle lid for real. Don't scald/burn your fingers!!!
I did start reprinting the light mounts in PETG for the Land Rover in the hope they worked better, but then the gearbox blew up and I had a megasulk. I should get my finger out. If I do it now I should get at least 5 months use before they all fall off again.




Gassing Station | Scale Models | Top of Page | What's New | My Stuff